CH61200L CNC esztergaközpont C tengellyel
Rövid instrukció
Ez a gép C tengellyel, előtolási X és Z tengellyel van párosítva, a három tengely összekapcsolható és együtt mozgatható, többfunkciós és nagy vágási hatékonysággal.
SIEMENS 828D CNC rendszerrel párosítva.
Két orsósebesség-fokozat, és fokozaton belüli fokozatmentes sebesség, hidraulikus sebességváltó, egyenletes vonalsebességű vágás.A főorsó motor a SIEMENS 37KW-os AC szervomotor, csökkenti a sebességet és növeli a nyomatékot fogaskerekekkel, az orsó sebessége 5-200 ford./perc.
A C tengelyt nagy pontosságú váltakozó áramú szervomotor és hidraulikus automatikus reteszelés indexeli, valamint körkörös rácsot használ a tényleges helyzetérzékeléshez;Az X tengely SIEMENS váltóáramú szervomotorral hajtott és nagy pontosságú golyós csavarpárral rendelkezik az oldalirányú mozgás megvalósításához, a Z tengely pedig a SIEMENS AC szervomotoros meghajtású, nagy pontosságú csigaszűkítőt alkalmazza a hosszirányú mozgáshoz, mindkét X és Z tengely ráccsal van felszerelve a tényleges helyzetérzékeléshez, zárt hurkú vezérlés, jó pozicionálási pontossággal és ismétlődő pozicionálási pontossággal
a gép használata
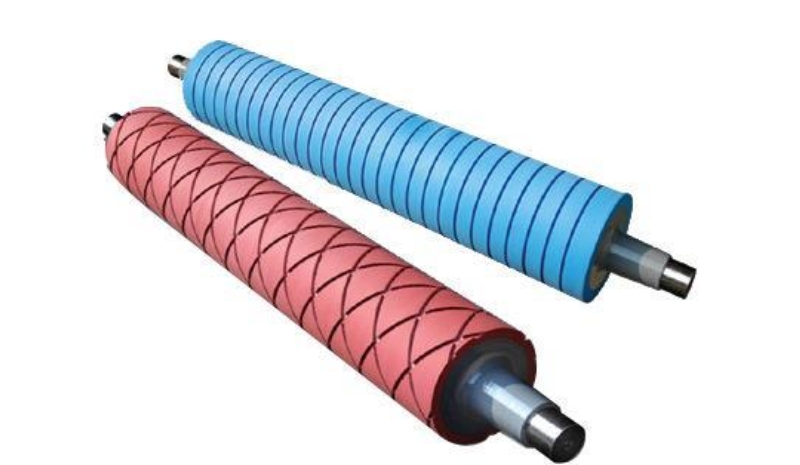
Ez egy nagy hatékonyságú vágógép, alkalmas öntöttvas, acél és színesfém megmunkálására gyorsacél és keményötvözet szerszámmal.Ez lehet külső kör esztergálása, homlokfelület, horony vágása, levágás, belső furat vágása, reteszhorony marása, spirálhorony marása, fúrás és menetfúrás.
A munkadarab térképvázlata:
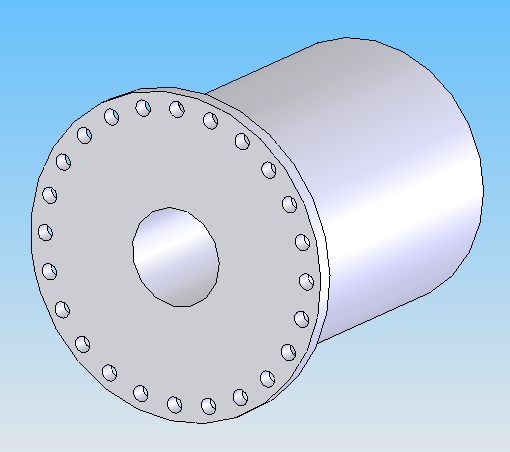

Marás kulcshorony

Marómenet változó menetemelkedéssel
Marás spirális horony, léptékminta
paraméter és kapacitás
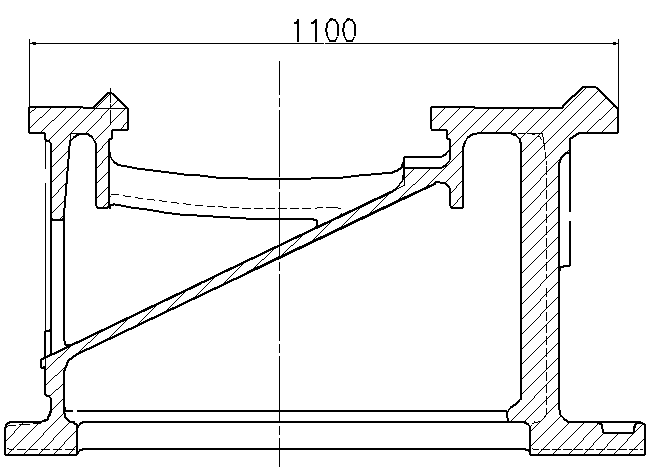
| Vezetőút szélessége | 1100 mm |
| Max.hinta átmérője az ágy fölött | φ2040 mm |
| Max.lengés átmérője a szerszámoszlop felett | φ1500 mm |
| Max.munkadarab hossza | 12000 mm |
| Max.a munkadarab súlya a középpont között | 10T |
| fő átvitel | |
| Az orsó elülső csapágya | φ220 mm |
| Orsó fordulatszám tartomány | 5-200 fordulat/perc |
| Orsó furat átmérője | φ130 mm |
| Az orsó furat elülső kúposa | mérőszám: 140 |
| Fő motor teljesítmény, szervo motor | 37 kW |
| Spec.az orsó végén | 1:30 |
| takarmányátvitel | |
| X tengely mozgása | 85 mm |
| z tengely mozgása | 11800 mm |
| x tengely gyorsmeneti sebesség | 4 m/perc |
| z tengely gyorsmeneti sebesség | 4 m/perc |
| Szervomotor nyomatéka az x tengelyen | 27 Nm |
| A szervomotor nyomatéka a z tengelyen | 36 Nm |
| Vízszintes 8 állású erőtorony | 0.5.473.532.8 |
| A szerszámszár metszete | 32mmx32mm |
| Tailstock | |
| A farokszár tollátmérője | φ260 mm |
| Quill utazás | 300 mm |
| Kúpos tolllyuk | mérőszám: 80 |
| Asszisztens stabil pihenés (2 készlet) | |
| Zárt állandó pihenő | φ400-φ700mm |
| tokmány | |
| Négy pofás tokmány | φ1600 mm |
| C tengely | |
| Max.nyomaték befogott állapotban | 3000 Nm |
| A C tengely pozicionálási pontossága | 36″ |
| Ismételje meg a C tengely pozicionálási pontosságát | 18″ |
Fő szerkezet
1) ágy
Az ágy 1100 mm széles padló típusú ágy, nagy szilárdságú gyanta homoköntéssel.Anyaga HT300.Az ágy előnye az erős merevség, a nagy teherbírás és a jó stabilitás
A vezetőút egy hegyi és egy lapos szerkezetű, a vezetőút keménysége HRC52 felett van, a vastag keményedési mélység segít a köszörülésben.
Az ágytest belső ürege W alakú merevítőbordával van ellátva, amely nagymértékben erősíti a gépágy merevségét és csökkenti a teherhordó súly miatti deformációt.
Az ágyöntvény öregedése után eltávolíthatja az öntvényben lévő maradék feszültséget, és csökkentheti a maradék feszültség felszabadulását a gép feldolgozása és használata során.
Az ágy hátsó részén ferde és íves lyukak találhatók, amelyek a forgács eltávolítására szolgálnak.A forgács, a hűtőfolyadék, a kenőolaj és így tovább közvetlenül a forgácstálcába kerül.Így a forgácstisztítás kényelmes, a hűtőfolyadék pedig újrahasznosítható
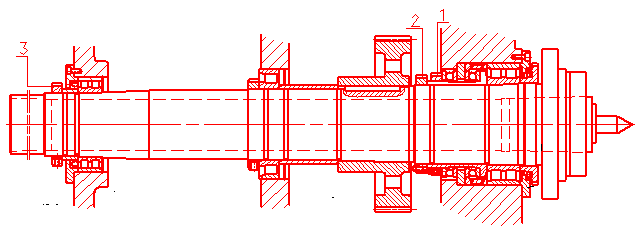
2) Fejtartó
Az orsó hárompontos megtámasztással rendelkezik, az elülső vége a rögzített vég, a középső és a hátsó vége a mozgó vég, az elülső és a hátsó vége a fő támaszték, a középső pedig a segédtámasz.Az axiális pozicionálás az orsó elülső végénél van beállítva, így az orsó felmelegedés után hátrafelé nyúlik, kiküszöbölve az orsó termikus kiterjedésének hatását a szerszámgép pontosságára.
Az eszterga fő hajtását a Siemens AC orsómotorja valósítja meg szíjtárcsán, fogaskereken és négyfokozatú hidraulikus automata váltón keresztül.Az orsó állandó nyomatéktartománya nagy és állandó lineáris sebességű forgácsolás valósítható meg.Az orsócsapágy egy speciális csapágy, nagy pontossággal és erős merevséggel.
A fejrész kenése erős olajjal történik, a fejrész fogaskerekeinek és csapágyainak kenése pedig speciális olajszivattyúval történik.Az orsó elülső vége a labirintus és a rés kettős tömítőszerkezetét alkalmazza, amely hatékonyan megakadályozza az olajszivárgást és az idegen tárgyak bejutását a fejrészbe.
3) :eszköz-posta
Használja a német SAUTER 8 helyzetű, 0.5.473.532.8 vízszintes revolverfejet, ennek a revolvernek a funkciója a külső kör, a homlokfelület és a menetvágás, valamint a marás, fúrás és menetfúrás.Ezt a torony meghajtásáról a rá szerelt SIEMENS szervomotor gondoskodik, és a következő tartozékokkal van párosítva.
| Ser.Nem. | Név | típus | Menny |
| 1 | Erőtorony | 0.5.473.532.8 | 1 |
| 2 | Vágófej | 0.5.901.032/077790 | 1 |
| 3 | 0 fokos erővágó tartó | 0.5.921.106-117859 | 1 |
| 4 | 90 fokos erővágó tartó | 0.5.921.206-117866 | 1 |
| 5 | Külső körvágó vágó tartó | B2-60X32X60-113908 | 2 |
| 6 | Belső körvágó vágó tartó | E2-60X50-113961 | 2 |

4) Z és X tengely:
Az X tengely gömbcsavarjának átmérője φ40x5, a Z tengelyt fogasléc és fogaskerék hajtja meg, a fogas modul m = 5, és a z tengely teljes zárt hurkú vezérlést alkalmaz a rácsvonalzó visszacsatolása révén
5) Farok állomány
A farok felső részből és alsó részből áll, a felső részen a tollszár és a toll középvonalát szabályozó szervezet található.A farokszár mozgását motor hajtja.A farokszár tolla forgatható.
6) kenőrendszer
A fejrész csapágyainak, a fogaskerekek és a csapágyak kenését a tartóban és egyéb esetekben a speciális szivattyú biztosítja, a golyóscsavar csapágyainak kenését, és a gép minden kenési pontja szakaszos és koncentráló kenést alkalmaz, a kenési idő pedig állítható, így hatékonyan megakadályozza a kenőolaj pazarlását, és hatékonyan javítja a gép dinamikus reakcióját, valamint a vezetőút és a golyóscsavar élettartamát.
hidraulikus rendszer
A hidraulikus rendszer az orsó fordulatszámának és a fogaskerekek kényszerhűtőfolyadékának automatikus megváltoztatására szolgál a hajtókarban, valamint a C tengely automatikus reteszelésére.
7) C tengely
A C tengelyt szervomotor hajtja, automatikusan átkapcsolhat az orsó és a C tengely átviteli módjára, az orsó hátsó része a C tengely nagy pontosságú körrácsával és fékcsillapító mechanizmussal van felszerelve.Teljes zárt hurkú mérőrendszerrel.
A gép pontossága
| Fejezd be a külső kör vágását | 0,005 mm |
| Megmunkálási konzisztencia, 300 mm hosszon | 0,03 mm |
| A sík vágás felületének simasága, | |
| 300 mm átmérővel | 0,025 mm, homorú |
| X tengely | |
| pozicionálási pontosság | X≤0,03 mm |
| ismételje meg a pozicionálási pontosságot | X≤0,012 mm |
| Z tengely | |
| Pozicionálási pontosság, 10000mm hosszon | X≤0,13 mm |
| Ismételje meg a pozicionálási pontosságot | X≤0,05 mm |
| C tengely | |
| pozicionálási pontosság | 36” |
| ismételje meg a pozicionálási pontosságot | 18” |